

所謂的秘密
其實就是基本功,有心人都能靠自己磨練出來。
忽然想象起古代官辦的斵琴府,估計就如現代國有車廠那樣,有專業工序拆分與協同,有專業研發部門。
因為斵琴真的好像做汽車,涉及各範疇工業,而且還要聯動不少其他作坊副產物,例如漆工所需要的漆 油 研磨物料 “消玉沙”等原材料,也許還需要出四海搜羅。
他山之石可以攻玉

“研磨工藝”
其實可以獨立出一門比較嚴謹且複雜的技術,其打磨“號數檔位”會依照不同“物料” “力度” “速度” “步移” “介質” 等相應按照經驗與方案進行調配,以達到最佳效率,最低“損耗”與“功耗”。

“特殊現象”
於不同號數打磨階段裡,也有相應不同的特殊現象呈現。而漆面進入5000號階段就會在水洗後逐漸產生“梅花斑”,後期水流產生“梅花斑”會與“號數”逐漸同步增大,從“小梅花”變為“玫瑰斑”,最終接近10000後水開始減少“掛珠”,且順流直下。
接近10000目的前期
會穿插三次或以上的擦漆,以保證7000號階段,因多層漆面疊加而磨穿的“深淺斑紋”,而其是否飽和,且看漆面經過多次擦漆後,能否進入穩定期,並不再繼續進一步“光亮”。

值得注意的是,到7000號上10000號階段,一般斵琴工藝就會到此結束不再進一步拋玻璃面。
也無可否認,拋光至鏡面,其工作量是前期漆工作總量的倍加級,且沒多少人願意做到鏡面。
不過在“鏡面”工藝一步往後看,7000不擦漆直接上10000再粉拋,那種視覺效果與“穿插擦漆”定義還是有點小差別。
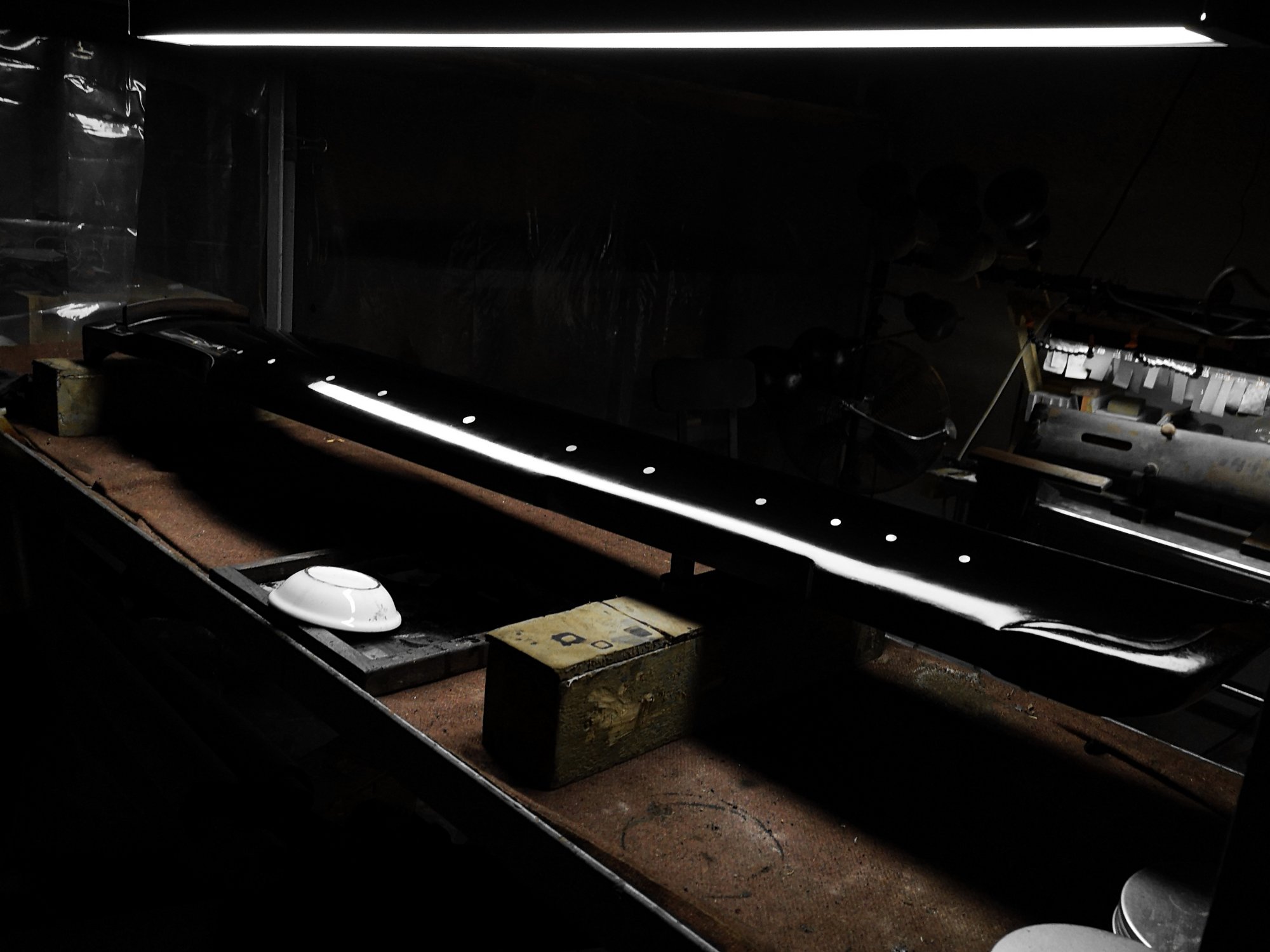
以上依然是擦漆階段
表面高光層依然能看見“油性”,其“光澤硬度”不足。而下圖則是從“擦漆後”的“油面”其局部經過再次10000水磨後的光澤。
未精拋部位依然能看見“霧狀”啞光。

拋光工藝的秘方
就是來自鄉村“生產隊”的“鮮炒鮮榨”的純正花生油,其油不會發粘,而且因為油炸量大沒雜質。至於市面調和油就不敢恭維了,打磨難以進入“極拋檔位”
當然,其“媒介”除了“花生油”,還有更多不同選擇,也有人使用椰子油 棕櫚油等。 但作為產業工作,還是建議就地取材,易得為上,但求質量。
其次就是拋光粉末,建議水磨糯米粉,水飛礦物粉也可,例如國畫鈦白粉等,資金雄厚者可以進購日本漆藝拋光粉。
再有;光源也是尤其關鍵,盡量使用無影且發光面積大的光源,而我工作室拋光會有兩個工作點,快速拋光與精細拋光,其燈光與坐位高度也有相應不同安排,方便進行兩種拋光狀態切換。
而這就是“玩家”與“商家”分水嶺。
但並非是否專業之別。

因為這是基本功
各種投入固然重要,但也要適可而止,有意義為上。職業斵琴不可能方方面面都重投資,那麼就唯有向日本工匠學習。
在資源有限的情況下如何做到極致的效果,回報與投入穩步平衡,事業方可久遠。




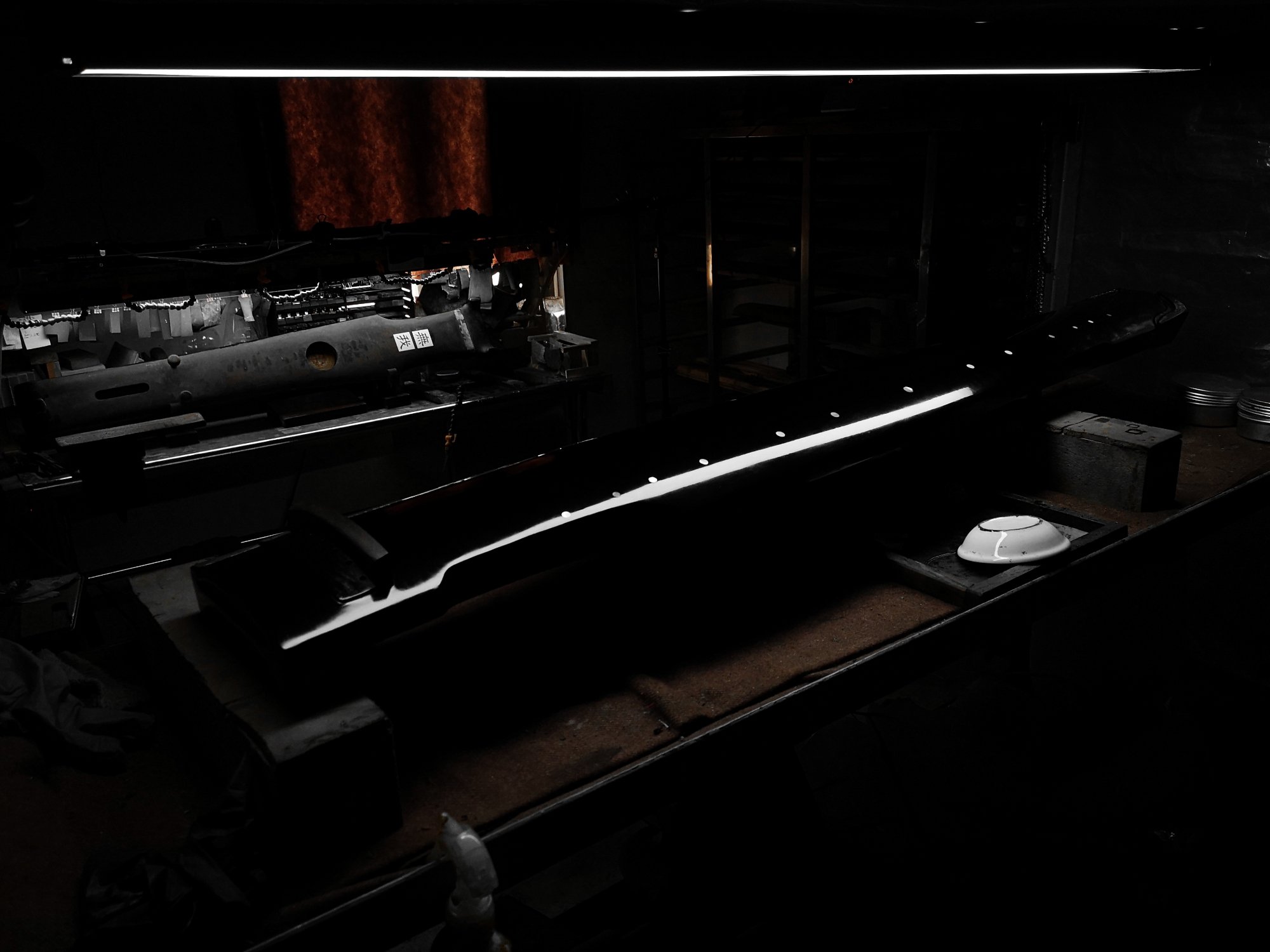
拋光工
在整個斵琴工作當中,不亞於木工,甚至比肩。且看運動手環,其計步已14000,當日結束工作也21000。
而且只是只拋光琴底
常規高光拋光會持續三日,琴底 琴面 側面,額外細緻部位修繕。



最後還是那句
斵琴考究的是綜合水平,其基礎工藝重中之重,並非所謂的三六九等“修為”高高在上。
因為“修為”儘管再飛龍在天,而其做不好基本功,那麼就只能稱之為“虛假”,因為一切眼見為憑,耳聽為實。
紙上談兵不如功夫過硬
基本功深厚,修為方正果。

發表留言